|
|
(Opis tego urządzenia zmieściłem z kserowanych stron z nieznanego źródła. Informacje o tym urządzeniu pojawiły się w czasopiśmie "Sam Zrobię" nr 4/14/1988 r., był to artykuł Wiesława Klimowicza - treść była taka sama jak część "Zasada działania MGC", tylko nie było rysunków generatora i sposobu jego wykonania, zamiast tego był rysunek przedstawiający podłączenie generatora do wiatraka. Być może opis wykonania i rysunki generatora pochodzą z innego nr-u tego pisma.)
Zasada działania MGC
Generator działa na zasadzie tzw. młynka Joul'a. W urządzeniu takim energia mechaniczna zamieniana jest na ciepło przez tarcie cieczy roboczej miedzy łopatkami wirnika i stojana. Kształty projektuje się tak, aby wzajemny ruch łopatek wywoływał możliwie największe zawirowania cieczy roboczej znajdującej się w ich otoczeniu. Tarcie cząsteczek cieczy o łopatki i między sobą powoduje nagrzewanie się całego urządzenia. Dla wykorzystania tej energii nagrzaną ciecz kieruje się do urządzenia grzewczego (np. kaloryfera).
 Moc przetwarzana przez
generator (a więc i energia możliwa do uzyskania w postaci ciepła)
zależy w przybliżeniu od 3 potęgi prędkości obrotowej wirnika względem
stojana. Dlatego ważne jest, aby rozmiary MGC były dopasowane do mocy
źródła energii, gdyż wtedy wirnik pracuje w najkorzystniejszym zakresie
prędkości obrotowej.
Moc przetwarzana przez
generator (a więc i energia możliwa do uzyskania w postaci ciepła)
zależy w przybliżeniu od 3 potęgi prędkości obrotowej wirnika względem
stojana. Dlatego ważne jest, aby rozmiary MGC były dopasowane do mocy
źródła energii, gdyż wtedy wirnik pracuje w najkorzystniejszym zakresie
prędkości obrotowej.
W większych siłowniach wiatrowych o prędkości prędkości obrotowej
wirnika wielokrotnie mniejszej od najkorzystniejszej dla MGC, wskazane
jest zastosowanie przekładni podwyższającej. Powinna ona być
zainstalowana na dole po to, aby prędkość obrotowa długiego wału była
możliwie niska. W mniejszych urządzeniach prędkość obrotowa wirnika
bywa zbliżona do prędkości wymaganej dla MGC. W takim wypadku można
pionowy wał napędowy sprząc bezpośrednio z generatorem.
Wielkość energii przetwarzanej przez MGC zależy również od wielu innych
czynników (przede wszystkim rodzaju cieczy roboczej, średnicy wirnika,
powierzchni łopatek, szerokości szczeliny między nimi, liczby łopatek
oraz proporcji między tymi wielkościami). Dlatego dobre dopasowanie
właściwości MGC i na przykład wiatraka wymagałoby dokładnej znajomości
ich parametrów oraz żmudnych obliczeń. Znacznie prościej jest
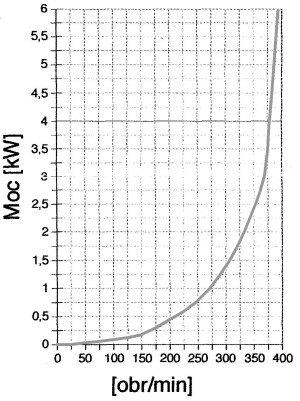
skorzystać z gotowego wykresu przedstawionego obok. Wykres jest
wynikiem praktycznych pomiarów przeprowadzonych na specjalnie wykonanym
modelu.
Parametry MGC: liczba łopatek - 4, średnica wirnika - 180 mm, wysokość
wirnika - 260 mm, szczelina między łopatkami
- 1 mm.
Na wykresie podano zależność mocy przetwarzanej przez MGC od prędkości
obrotowej jego wirnika.
Przykład korzystania z wykresu:
Istniejący wiatrak ma moc około 4kW przy prędkości obrotowej wirnika
około 200 obr/min. Krzywa wskazuje, że dla przetwarzania mocy około 4kW
MGC powinien działać z prędkością obrotową około 400 obr/min. Należy
zastosować przekładnię podwyższającą w stosunku 1:2.
W modelu jako cieczy roboczej użyto oleju silnikowego,
natomiast ciepło odbierano dzięki przepływowi wody wokół zbiornika MGC.
Można też zbudować MGC z otwartym obiegiem wody. W tym przypadku w
zbiorniku MGC trzeba wykonać otwory: wlotowy i wylotowy oraz starannie
zabezpieczyć wewnętrzne elementy przed korozją. MGC w postaci
przelotowej pracuje jak słaba pompa odśrodkowa. W każdym przypadku
trzeba dbać o staranne izolowanie cieplne zarówno generatora, jak i
przewodów. Sposób i materiały izolacji cieplnej są dowolne. Dobra
izolacja cieplna umożliwia pełne wykorzystanie środka energii.
Dane techniczne generatora:
- średnica - 286 mm
- wysokość - 382 mm
- pojemność zbiornika - 15 litrów
- liczba łopatek wirnika - 4 szt.
- liczba łopatek stojana - 8 szt.
Samodzielne wykonanie MGC nie jest łatwe i wymaga dysponowania dobrze
wyposażonym warsztatem mechanicznym. Elementy generatora można zamówić
w zakładzie rzemieślniczym, a samodzielnie je zmontować.
Mechaniczny generator ciepła składa się z czterech
podstawowych zespołów:
- zawieszenie wirnika
- wirnik
- stojan
- obudowa

Rys. 1. MGC - obudowa i zawieszenie wirnika.
Zawieszenie wirnika
Do mocowania wirnika wykorzystano kompletny zespół zawieszenia tylnego koła samochodu Fiat 126p (rys. 1, poz. 1.1) z piastą, łożyskami i uszczelnieniami, osią koła tylnego z nakrętką oraz tuleją dystansową i łączącą półosie (zwaną flanszą).
Wirnik
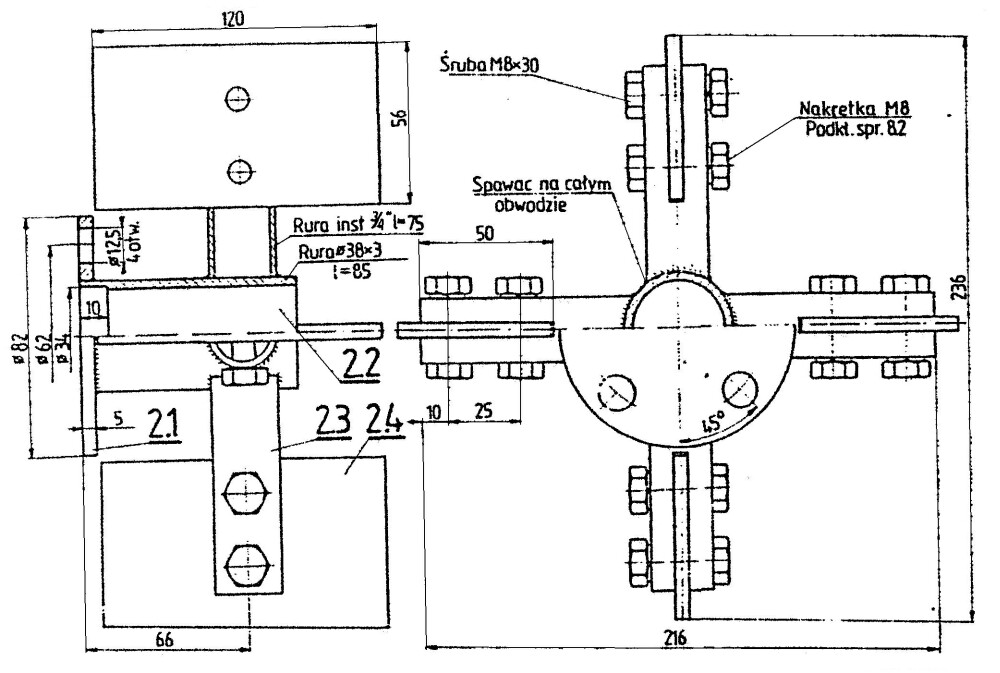
Rys. 2. Wirnik
Jest to konstrukcja rurowa z łopatami mocowanymi śrubami (rys. 2). Oś wirnika wykonano z rury Ø 38 x 3 mm, do której przyspawano kołnierz z blachy o grubości 5 mm oraz cztery wsporniki łopatek zrobione z rury instalacyjnej 3/4". Cztery łopatki z blachy stalowej o grubości 5 mm są przymocowane do wsporników dwiema śrubami M8. Wirnik jest przymocowany do swego zawieszenia śrubami M12 (ze zmniejszonymi łbami).
Stojan
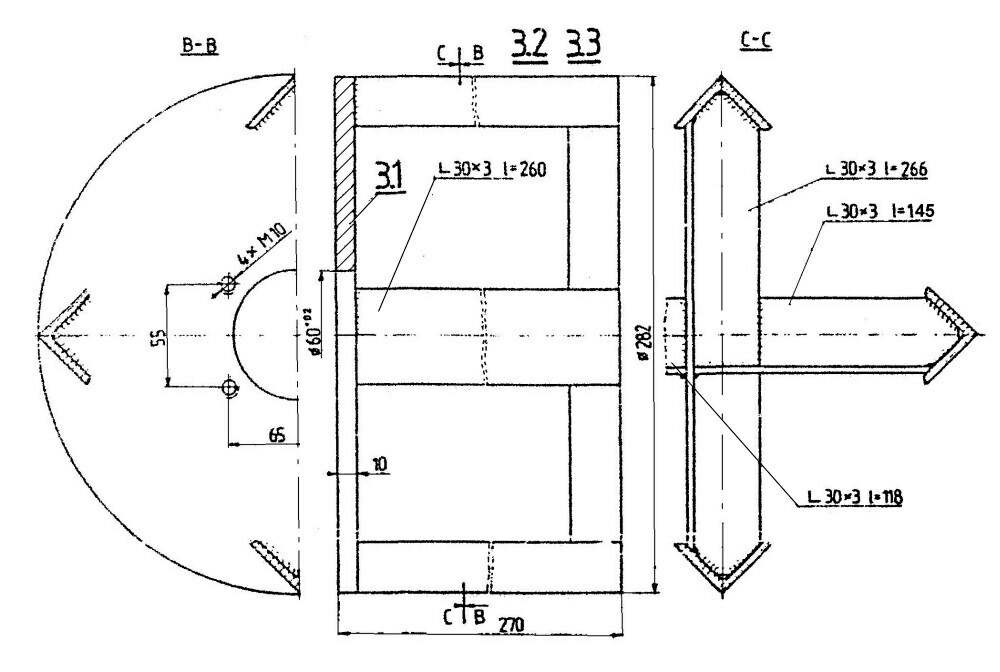
Rys. 3. Stojan.
Jest wykonany jako konstrukcja spawana (rys. 3) z płyty
o grubości 10 mm, kątowników 30x30x3 mm, które są łopatkami stojana
(poz. 3.2) i krzyżaka wiążącego.
Do stojana jest przymocowane zawieszenie wirnika za pomocą 4 śrub M10.
Obudowa
Obudowa stojana wykonana jest ze stali. Można zrobić ją również z innego materiału odpornego na temperaturę, jak na przykład ocynkowanej blachy stalowej, blachy mosiężnej lub kompozytu (żywica poliestrowa zbrojona włóknem szklanym). Przy budowie MGC dla instalacji otwartej w obudowie należy wykonać odpowiednie króćce: wlotowy i wylotowy. Obudowa jest mocowana do płyty stojana wkrętami M5. Otwory dla nich należy wywiercić po wstępnym zestawieniu obudowy ze stojanem.
Uwagi wykonawcze
Zaleca się staranne, dokładne spasowanie (i sprawdzenie
wszystkich
spoin), ponieważ urwanie się łopatki może spowodować awarię nie tylko
MGC, ale i całego układu napędowego.
Jeśli jako ciecz robocza ma być stosowana woda, to wszystkie wewnętrzne
elementy konstrukcji powinny być zabezpieczone przed korozją (sposób
zabezpieczenia podany jest poniżej).
Montaż generatora
Po wykonaniu wszystkich zespołów MGC według rysunków i
dokładnym sprawdzeniu ich wymiarów można przystąpić do wstępnego
montażu. W tym celu należy kolejno:
1. montować oś koła (rys. 1, poz. 1.1.2) do piasty (poz. 1.1.1) i
wypełnić piastę smarem do łożysk tocznych,
a następnie założyć tuleję dystansową (poz. 1.1.4), tuleję łączącą
(poz. 1.1.5) i nakrętkę (poz. 1.1.3). Po
uzyskaniu właściwego docisku łożysk zabezpieczyć nakrętką przed
zluzowaniem.
2. przymocować zawieszenie wirnika (poz. 1.1) do płyty stojana (rys. 3,
poz. 3.1).
3. przymocować oś wirnika do osi zawieszenia.
4. osadzić łopatki na wirniku.
5. sprawdzić szerokość szczeliny między łopatkami wirnika i stojana
(nominalnie 1 mm). Można ją
skorygować przez przesunięcie łopatki w odpowiednim kierunku (po
poszerzeniu otworów
Ø 8 mm w łopatkach).
6. założyć obudowę na stojan i przykręcić ją wkrętami M5, szczelność
należy zapewnić przez posmarowanie
(przed skręceniem) powierzchni stykających się cienką warstwą Hermetiku.
Instalowanie MGC w siłowni
MGC powinien być trwale połączony z fundamentem posadowionym w ziemi (niżej poziomu przemarzania) albo przykręcony do wieży. Można go mocować wyłącznie za pomocą otworów wykonanych w płycie stojana (rys. 3, poz. 3.1). Szczególną uwagę należy zwrócić na współosiowość wału napędowego siłowni i wirnika MGC. Jeżeli generator ma być napędzany bezpośrednio przez wał, należy jego końcówkę mocować do tulei łączącej (rys. 1, poz. 1.1.5). Wskazane jest zastosowanie tak zwanego połączenia podatnego. Dlatego zamiast tulei łączącej można założyć przegub półosi od fiata 126. Jeżeli generator ma być napędzany przez przekładnię pasową, wówczas do tulei łączącej przykręca się odpowiednie koło pasowe.
Zestawienie części i materiałów
|
Nr części wg rys. |
Nazwa części |
Liczba części |
Materiał (wymiary w mm) |
|
Rys. 1 |
MGC |
1 |
|
|
1.1 |
Zawieszenie wirnika |
1 |
|
|
1.1.1 |
Piasta |
1 |
Fiat 126p |
|
1.1.2 |
Oś |
1 |
Fiat 126p |
|
1.1.3 |
Nakrętka |
1 |
Fiat 126p |
|
1.1.4 |
Tuleja dystansowa |
1 |
Fiat 126p |
|
1.1.5 |
Tuleja łącząca |
1 |
Fiat 126p |
|
|
śruba M10x20 |
4 |
St45 |
|
|
śruba M12x20 |
4 |
St45, sześciokąt 17 |
|
|
podkładka sprężysta 10,2 |
4 |
|
|
|
podkładka sprężysta 12,5 |
4 |
|
|
|
wkręt M5 |
16 |
St45 |
|
1.2 |
Rys. 3, poz. 3.1 |
|
|
|
1.3 |
Rys. 2, poz. 2.4 |
|
|
|
1.4 |
zbiornik |
1 |
St, Mo, kompozyt; Ø 282x270 |
|
Rys. 2 |
WIRNIK |
1 |
|
|
2.1 |
kołnierz |
1 |
St3s; Ø 82x3 |
|
2.2 |
oś wirnika |
1 |
St3s; rura Ø 38x3 |
|
2.3 |
wspornik łopatki |
4 |
rura 34" |
|
2.4 |
łopatka |
4 |
St3s; 120x56x5 |
|
|
śruba M8x30 |
8 |
St45 |
|
|
nakrętka M8 |
8 |
|
|
|
podkładka sprężysta 8,2 |
8 |
|
|
Rys. 3 |
STOJAN |
1 |
|
|
3.1 |
płyta |
1 |
St3s; Ø 282x10 |
|
3.2 |
łopatka stojana |
4 |
St3s; L30x30x3x260 |
|
3.3 |
krzyżak |
1 |
St3s; |
Sposób zabezpieczenia elementów wewnętrznych
W przypadku zastosowania jako cieczy roboczej wody możemy zabezpieczyć elementy wewnętrzne przez fosforanowanie.
Odtłuszczanie.
Po mechanicznym usunięciu śladów korozji i zgorzelin ze spawów
powierzchnie wewnętrzne
odtłuszczamy przez zmycie acetonem lub benzyną ekstrakcyjną. Następnie
odtłuszczamy papką z wapna
gaszonego lub w kąpieli alkalicznej o składzie: 20g wodorotlenku sodu
(NaOH) i 60g węglanu sodu (Na2CO3)
oraz woda w objętości 1 litra. W tej kąpieli ogrzanej do temp 70-90°C
odtłuszczamy stal przez 5-15 minut, po
odtłuszczeniu opłukać starannie bieżącą wodą i przenieść do kąpieli
trawiennej.
Trawienie.
Trawienie stalowych wyrobów wykonujemy w 10% wodnym roztworze kwasu
solnego (HCl).
Proces trwa 5-15 minut. Po wytrawieniu należy przedmioty (elementy)
opłukać w bieżącej wodzie i
natychmiast przenieść do kąpieli fosforanującej.
Fosforanowanie.
Do ok. 50 ml wody dolać i 4 ml stężonego kwasu fosforowego o masie
właściwej 1,7/cm3 i
wymieszać. Do tego roztworu dodać 1,1 h tlenku żelaza (Fe2O), a
następnie małymi porcjami 9 g węglanu
manganu (MnCo3) (roztwór burzy się). Po rozpuszczenie składników
roztwór rozcieńczyć do objętości 1000
ml. Zachowując te proporcje można sporządzić większą ilość roztworu
niezbędną do zanurzenia
fosforanowanych elementów. Kąpiel należy ogrzać do temp 95-98°C i
utrzymywać ją przez cały czas trwania
procesu (40-90 minut). Po wyjęciu z kąpieli starannie opłukać i
wysuszyć w suszarce (120°C) lub
nadmuchem gorącego powietrza. Następnie powłokę należy uszczelnić przez
nasycenie gorącym olejem
lnianym i pozostawić do wysuszenia.
|
|
||
|
|
|